


以下是:镀锌钢管价格免费咨询的产品参数镀锌钢管价格免费咨询,鑫昶钢铁贸易有限公司为您提供镀锌钢管价格免费咨询,联系人:周斌,电话:022-84890606、18902159867,QQ:1064235139,请联系鑫昶钢铁贸易有限公司,发货地:东丽区发货到山西省 临汾市 隰县、尧都区、曲沃县、翼城县、襄汾县、洪洞县、古县、乡宁县、大宁县、永和县、蒲县、汾西县、侯马市、霍州市。 山西省,临汾市,隰县 2020年,隰县实现地区生产总值20.26亿元,农村和城镇常住居民人均可支配收入达到8552元、26361元。
【全新视界!】镀锌钢管价格免费咨询产品视频,带你领略产品新风尚!
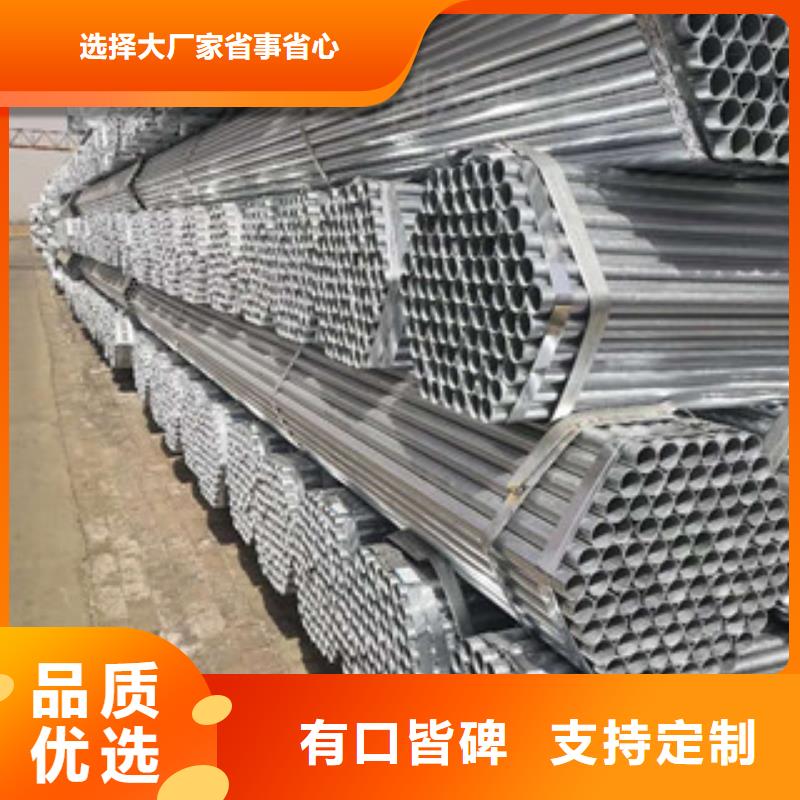
以下是:镀锌钢管价格免费咨询的图文介绍
镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C 左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位臵。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,如Fe3Zn10、FeZn10等。这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角焊缝,尤其是T形接头的角焊缝容易产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时由于Zn成为脱氧剂产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。 如果选择焊接规范不合适,操作手法不当,很容易使焊缝边缘处的镀锌层熔化以至扩大熔化区域,有可能破坏镀锌层,尤其是在拉长电弧和大幅度摆动操作情况下,增宽熔化区域,破坏镀锌层更为严重。 同时,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,选择产生烟尘量较低的焊接方法、材料也是必须考虑的因素。
临汾隰县鑫昶钢铁贸易有限公司还按时对员工进行技术培训,组织大家参加文化活动和旅游,我们对企业的文化假设取得了优异战果,公司的整体精神风貌得到了很大的提高,员工工资的积j i性高昂,理论接受能力不断提高,公司的整体水平实现了不同时期的大跨步前进,良好的企业风尚带动了公司的发展,赢得了 镀锌无缝钢管市场的高度评价,让我们笼罩在了许多荣誉的光环之下,是近年来国内规范化的 镀锌无缝钢管生产厂家之一。
热镀锌与防锈漆防锈效果及工艺对比
一、热镀锌技术简介:
热镀锌是防止钢铁生锈的一种方法。 从 170 多年前镀锌 次应用以来, 已广泛用于 钢铁的保护。 热镀锌分线材连续镀锌, 板材连续镀锌, 钢管半连续镀锌, 批量结构钢镀锌, 机械镀锌等不同形式。二、热镀锌流程如下:
脱脂—水洗—酸洗—水洗—助镀—烘干—热浸镀锌—分离(振打)--冷却(钝化) 良好的热浸镀作业,应是各工序均在严格的管制下,彻底发挥该工序的功能。且若前一工 序的不良, 会造成后续工序的连锁不良反应, 而大量增加作业成本或造成不良热浸镀锌产 品。若前处理不良,则熔锌无法与钢铁正常完全反应,形成完美的镀锌皮膜组织。若后 处理不良,则破坏镀锌皮膜外观,减低商品价值等。热镀锌各工序都有自身的技术特点, 有的对上下工序有关联控制要求。近年来,在脱脂工序采用新型脱脂剂,在酸洗工序采用 酸雾和过酸洗抑制剂, 在溶剂处理工序多采用复合镀锌溶剂, 热浸镀锌工序有低温, 常规, 高温镀锌, 在锌浴中添加抗氧化, 增加锌液流动性, 抑制铁锌合金化反应速度, 生成锌花, 提高镀层外观的单种或复合添加剂,有锌浴去渣剂。在冷却工序,有钝化和不钝化,钝化 有含铬和不含铬。
CO2气体保护焊对镀锌钢的焊接性能良好,当采用合适的焊接规范和匹配的保护气体、焊接材料时,可获得优质的焊接接头。该方法在工程实践中较少采用。
钨极氩弧焊电弧能量集中,对镀锌层的破坏较少,并且较易形成良好的单面焊双面成形接头,是值得采用的一种焊接方法,但焊接速度、较慢、成本较贵。
手工电弧焊是目前管道安装中采用为普遍的一种焊接方法。在正确选择焊条情况下,如J421、J422、J423等氧化钛型和钛钙型焊条施焊时,由于这些焊条药皮中含有大量的金红石和钛铁矿,焊条的熔化率较大,相对增加了熔化速度。如果在不摆动条件下,只是能破坏熔池前沿等镀锌层,一般不至于扩大熔化区域,可减少锌液体对焊缝金属的渗透;在采用正确的操作方法和焊接材料的情况下,可得到接头机械性能较好,并无缺陷的焊接质量。由于手工电弧焊相对于钨极氩弧焊价格便宜、速度快,在具备操作熟练的焊工情况下,采用手工电弧焊工艺。
在临汾市隰县采购镀锌钢管价格免费咨询请认准鑫昶钢铁贸易有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:周斌-18902159867,QQ:1064235139,地址:东丽区)。













